




































Cuando se comienza a explorar OrcaSlicer, pronto se nota algo: este slicer no se limita a aplicar perfiles “mágicos”. Ofrece una cantidad impresionante de ajustes finos, que a menudo están ausentes o simplificados en otros programas. Esto es excelente… siempre y cuando sepas cuándo y cómo utilizarlos.
En este artículo, detallaremos los menús que tienen un impacto directo en la calidad visual, la resistencia mecánica y la fiabilidad general de las impresiones. Ancho de línea, paredes, costura, relleno, soportes o incluso brim: cada parámetro tiene una lógica específica y, sobre todo, interacciones con los demás.

Menú de calidad: donde todo comienza
El menú de Calidad a veces se aborda demasiado rápido. Sin embargo, aquí es donde se deciden los detalles que transforman una pieza simplemente correcta en una pieza limpia y controlada.
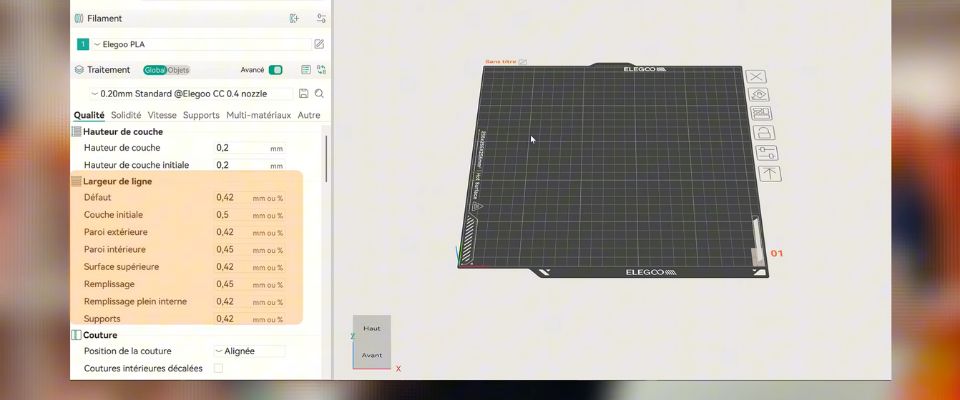
Anchos de línea: mucho más que un número
El ancho de línea se confunde frecuentemente con el diámetro de la boquilla. En realidad, es una decisión de slicing y no una limitación estricta del hardware.
Es posible definir anchos de línea diferentes según el contexto: paredes, relleno, capas superiores o inferiores. Esta flexibilidad permite ajustes mucho más inteligentes:
- – Un ancho ligeramente mayor que el diámetro de la boquilla mejora la cohesión entre capas.
- – La resistencia también será mayor al usar anchos más amplios.
- – Un ancho reducido permite reproducir mejor los detalles finos.
- – Anchos variables facilitan el relleno de áreas complejas sin generar vacíos.
Se entiende que la calidad no depende solo de la altura de capa. También depende de la gestión del flujo en XY.
Punto importante: modificar los anchos de línea puede requerir ajustar otros parámetros de impresión, como la velocidad o la temperatura de extrusión.
Costura (Seam): hacer lo inevitable… invisible
La costura es un mal necesario en FDM. Cada capa debe comenzar y terminar en algún punto. La verdadera pregunta no es cómo eliminarla, sino cómo hacerla lo menos visible posible.
Existen varias estrategias de posicionamiento:
- – Costura alineada para un acabado coherente y más estético.
- – Costura aleatoria para romper la repetición visual y evitar áreas frágiles grandes.
- – Costura oculta en esquinas o zonas cóncavas.
La elección correcta depende en gran medida del modelo. Una pieza funcional tendrá diferentes requisitos que un objeto decorativo. Este ajuste suele subestimarse, pero puede afectar el aspecto final, especialmente en superficies cilíndricas.
Generador de paredes: ¿classic o Arachne?
En nuestro software encontramos dos lógicas de generación de paredes, cada una adecuada para diferentes necesidades.
Modo Classic : robusto y predecible
El modo clásico se basa en paredes concéntricas de ancho constante. Es especialmente adecuado para:
- – Piezas simples con formas regulares y paredes gruesas,
- – Impresiones donde la regularidad y la velocidad priman sobre el detalle.
Es un modo confiable, fácil de anticipar y compatible con prácticamente todos los materiales.
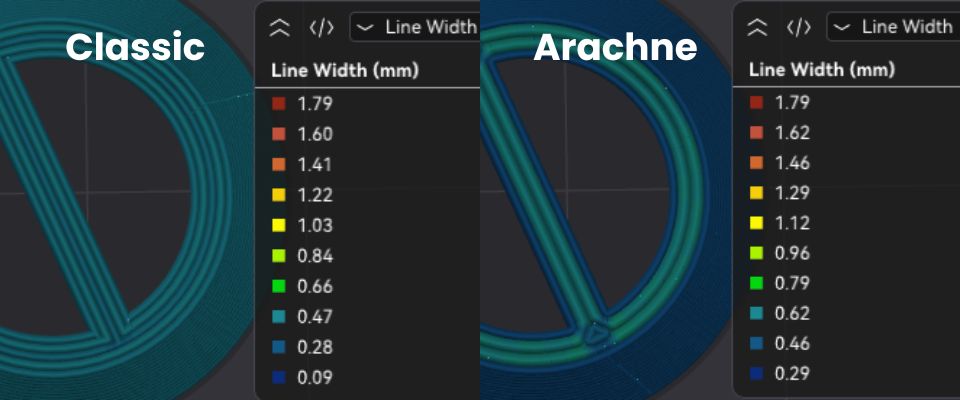
Modo Arachne: cuando la geometría se vuelve compleja
El modo Arachne cambia radicalmente el enfoque. Aquí, el slicer ajusta dinámicamente el ancho de las líneas para adaptarse a la geometría real del modelo. Este modo optimiza la resistencia.
Los beneficios son inmediatos:
- – Mejor manejo de paredes finas y geometrías complejas,
- – Reducción de vacíos internos mediante una distribución optimizada del material,
- – Excelente reproducción de detalles y transiciones suaves entre paredes
Este modo es especialmente relevante para modelos orgánicos, textos en relieve o piezas escaneadas en 3D. Es ideal para materiales técnicos que requieren una fusión perfecta entre líneas.
Ajustes avanzados del modo Arachne
Estos parámetros potentes deben usarse con método:
- Ángulo de transición de paredes: define a partir de qué ángulo se aplica un cambio de ancho. Un valor demasiado bajo puede causar errores de extrusión.
- Margen de filtrado de transiciones: suaviza cambios bruscos, evitando variaciones rápidas en el número de paredes.
- Longitud de transición de paredes: indica sobre qué distancia se realiza el cambio de ancho (cuanto mayor, más progresivo y preciso).
- Número de paredes afectadas: indica cuántas paredes externas pueden cambiar de ancho, distribuyendo la adaptación entre varias paredes.
- Ancho mínimo de pared: evita paredes demasiado finas y frágiles.
- Tamaño mínimo de característica: define lo que se considera imprimible.
- Longitud mínima de pared: evita imprimir microsegmentos innecesarios.
Orden de impresión de las paredes: una elección estratégica
El orden de impresión influye directamente en la precisión dimensional, el acabado superficial y la resistencia mecánica.
- Interior / exterior: mejora la adhesión de las capas internas y el soporte de los voladizos mediante el relleno. La apariencia externa puede verse ligeramente afectada (costuras visibles en el exterior, prioridad a paredes internas).
- Interior / exterior / interior: mejora la cohesión entre capas, la unión interna y el acabado exterior. Sin embargo, los voladizos estarán menos soportados, lo que puede causar deformaciones en áreas finas.
- Exterior / interior: favorece la apariencia visual, aunque requiere una impresora bien calibrada para evitar mala adhesión interna.
- Relleno primero: mejor soporte de voladizos, útil en piezas funcionales. Usar con precaución debido al riesgo de deformaciones.
Menú de resistencia: la fuerza no se limita al relleno
Número de paredes: el verdadero pilar de la resistencia
Aumentar el número de paredes suele ser más efectivo que incrementar el relleno. Las tensiones mecánicas se concentran principalmente en las paredes externas.
Cuatro o cinco paredes bien fusionadas suelen ofrecer más resistencia que un relleno denso mal conectado.
Paredes adicionales alternas
Esta opción refuerza algunas capas de manera alterna. Permite aumentar la resistencia y la rigidez sin disparar el tiempo de impresión ni el consumo de filamento.
Detección de paredes finas
Indispensable para modelos complejos, permite ajustar la estrategia de impresión para evitar paredes fantasma o demasiado frágiles.
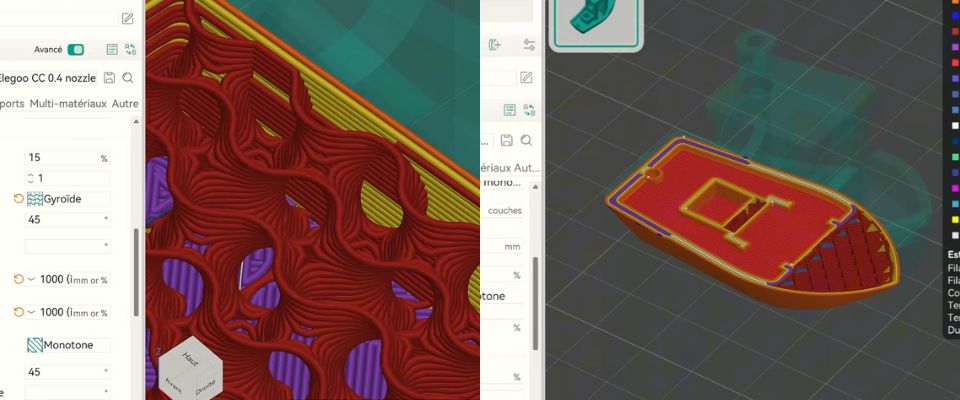
Patrones de relleno interno
El patrón de relleno afecta directamente a la resistencia, la masa y el tiempo de procesamiento. La elección del patrón está estrechamente vinculada a la densidad de relleno. A igual densidad, la geometría del patrón influye directamente en la rigidez, la distribución de tensiones y la resistencia general de la pieza.
Algunos patrones priorizan la rapidez y la simplicidad, mientras que otros están diseñados para optimizar la resistencia mecánica, especialmente en piezas funcionales.
| Patrón de relleno | Comportamiento mecánico | Ventajas principales | Debilidad | Uso recomendado |
|---|---|---|---|---|
| Línea | Resistencia direccional muy limitada | Impresión muy rápida, bajo consumo de material | Baja rigidez general, mala resistencia a esfuerzos mecánicos | Prototipos rápidos, piezas visuales |
| Rectilíneo | Resistencia correcta en X-Y, baja en Z | Buen equilibrio entre velocidad y resistencia | Comportamiento anisotrópico bajo esfuerzos multidireccionales | Piezas simples, uso general |
| Monótono | Resistencia homogénea por capa | Flujo regular, buena estabilidad dimensional | Poco beneficio mecánico frente al rectilíneo | Piezas que requieren impresión estable y uniforme |
| Panal (Honeycomb) | Buena resistencia lateral y global | Excelente relación resistencia/material | Tiempo de impresión mayor que patrones simples | Piezas mecánicas sometidas a cargas repetidas |
| Tri-hexágono | Muy buena rigidez en X-Y | Estructura estable, buena distribución lateral de fuerzas | Resistencia en Z inferior a los patrones 3D | Piezas mecánicas planas o cargadas lateralmente |
| Cúbico | Alta resistencia en todas las direcciones | Estructura 3D equilibrada, buen comportamiento frente a cargas complejas | Mayor consumo de material y tiempo de impresión | Piezas mecánicas con esfuerzos multidireccionales |
| Gyroid | Resistencia isotrópica muy homogénea | Excelente cohesión interna, buena absorción de tensiones | Mayor tiempo de cálculo e impresión | Piezas funcionales exigentes, alta carga mecánica |
En la práctica, un patrón optimizado con densidad moderada suele ofrecer mejor rendimiento mecánico que un relleno muy denso mal adaptado. Para piezas técnicas, los patrones tridimensionales como el cúbico o el gyroid generalmente ofrecen un mejor equilibrio entre resistencia, masa y fiabilidad de impresión.
Otro menú: Brim, pequeño detalle, gran impacto
A menudo usado automáticamente, el brim merece reflexión. Existen diferentes tipos de brim para distintas situaciones:
- – Mejorar la adhesión en pequeñas áreas de contacto;
- – Estabilizar impresiones altas;
- – Reducir warping en ciertos materiales.
Bien configurado, el brim se convierte en una herramienta real de fiabilidad.
Conclusión: comprender antes de optimizar
OrcaSlicer no es un slicer “plug and play”, y precisamente ahí radica su fuerza. Cada ajuste tiene una lógica, una intención y un contexto de uso.
Tomarse el tiempo para entender estos parámetros permite imprimir de manera más limpia, reducir fallos y adaptar la impresión a la pieza, en lugar de al revés.
Más adelante, se puede profundizar en la gestión de soportes, uso de modificadores, control de velocidades, flujo y calibración avanzada. No dudes en indicarnos en los comentarios qué tema quieres profundizar. En impresión 3D, la calidad nunca proviene de un solo ajuste, sino del equilibrio entre todos.
✅ ¿Por qué elegir Polyfab3D?
Soporte y servicio postventa premium: A partir de sus necesidades, le guiaremos hacia la solución más adecuada y le acompañaremos a largo plazo en su implementación y uso diario.
Distribuidor oficial: Polyfab3D es un distribuidor certificado de las principales marcas, garantizándole productos oficiales, acceso exclusivo a las últimas innovaciones y soporte técnico prioritario.
Entrega rápida y satisfacción del cliente: Polyfab3D se compromete a ofrecerle una experiencia óptima y rápida. Los comentarios positivos de nuestros clientes nos recompensan y demuestran la fiabilidad y eficiencia de nuestro servicio.
Contáctanos ahora para recibir una recomendación personalizada, adaptada a tus necesidades, tu presupuesto y tus objetivos.