




































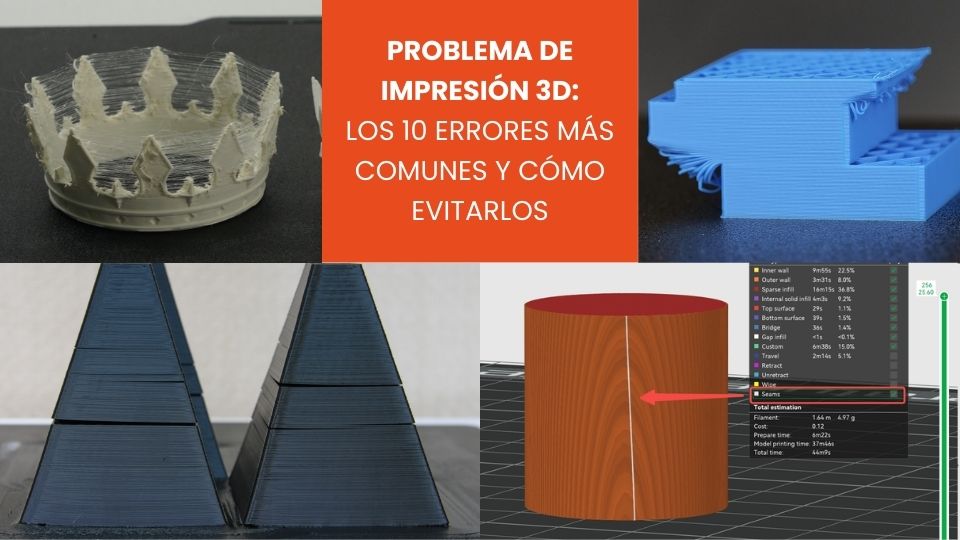
Las impresoras 3D son accesibles para todos los niveles, pero siguen siendo un proceso delicado en el que muchos factores pueden causar imperfecciones. Desde capas que se despegan hasta extrusión irregular, cada defecto puede considerarse un problema impresión 3D que debe resolverse.
En este artículo repasamos los problemas impresión 3D más comunes y cómo solucionarlos, para ayudarte a obtener piezas precisas y fiables.
Extrusión irregular o subextrusión: identificar el problema impresión 3D
La subextrusión es un problema impresión 3D que se manifiesta con capas faltantes, hilos demasiado finos o superficies rugosas. Las causas pueden incluir un diámetro de filamento incorrecto, boquilla parcialmente obstruida, velocidad demasiado alta o temperatura insuficiente del hotend. Incluso la tensión del motor del extrusor puede influir en la regularidad de la extrusión.
Solución: Verifica el diámetro del filamento e ingresa el valor correcto en tu slicer. Limpia o reemplaza la boquilla si es necesario.
Ajusta la temperatura del hotend según el material y reduce la velocidad de impresión para mejorar la regularidad. Controla la tensión del resorte del extrusor para asegurar que el filamento se alimente correctamente.
Realiza una prueba de calibración con un modelo simple para identificar si la subextrusión persiste.
Desprendimiento o warping de las piezas: un problema impresión 3D frecuente
El desprendimiento de piezas es un problema impresión 3D clásico, especialmente con materiales como ABS. Se produce cuando las esquinas del objeto se levantan de la cama durante la impresión. Las causas principales incluyen cama mal nivelada, temperatura insuficiente de la cama o variaciones térmicas en la pieza. Este fenómeno provoca defectos estéticos y puede comprometer la precisión.
Solución: Para evitar el warping, comienza nivelando correctamente la cama y asegúrate de que esté limpia y adherente. El uso de cinta adhesiva, pegamento o spray de adhesión puede mejorar notablemente la fijación.
Ajusta la temperatura de la cama según el material: el PLA normalmente requiere 50–70 °C, mientras que el ABS puede necesitar 90–110 °C. Imprime las paredes lentamente para limitar las tensiones térmicas y utiliza un recinto cerrado para reducir las variaciones de temperatura y minimizar el desprendimiento.
Over-extrusion y exceso de filamento
La over-extrusion provoca depósitos excesivos, rebabas, capas irregulares y a veces atascos. Las causas frecuentes incluyen un factor de extrusión demasiado alto en el slicer, temperatura demasiado alta o velocidad demasiado baja. Este es un problema impresión 3D recurrente, especialmente en piezas grandes.
Solución: Reduce el factor de extrusión o el flow rate en tu slicer al 95–100%. Verifica que la temperatura del hotend sea adecuada para el material.
Ajusta la velocidad para equilibrar el depósito y realiza una prueba de calibración para confirmar que las capas sean uniformes. Asegúrate de que el filamento sea de buena calidad y no absorba demasiada humedad.
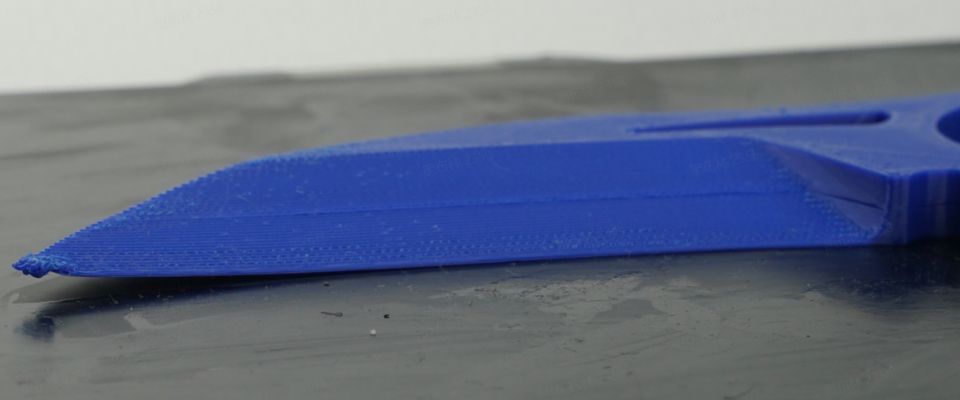
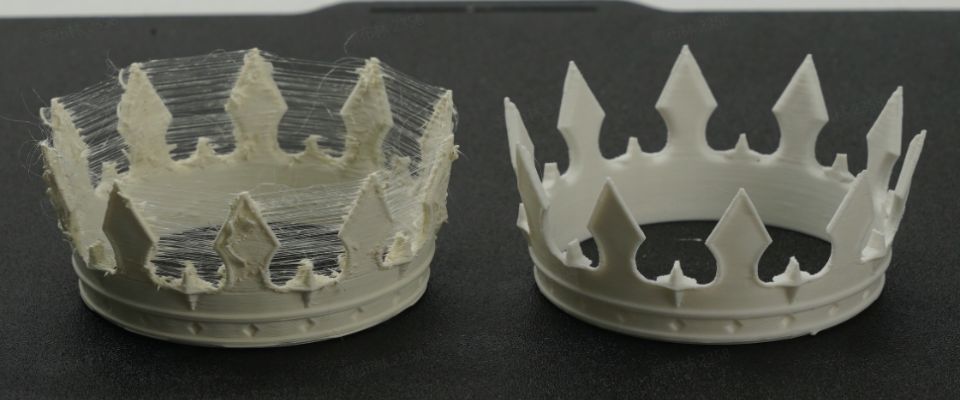
Stringing: uno de los problemas recurrentes
El stringing es otro problema impresión 3D común, donde se forman hilos finos entre las partes de la pieza, creando un efecto de telaraña. Es causado por retracción insuficiente, temperatura de boquilla demasiado alta o movimientos rápidos de la cabeza.
Solución: Activa y configura la retracción en tu slicer. Reduce ligeramente la temperatura de extrusión para limitar el flujo durante los desplazamientos.
Movimientos rápidos y precisos de la cabeza reducen el riesgo de stringing. Imprime modelos de prueba para ajustar los parámetros de retracción de forma óptima.
Capas desalineadas o shifting
Las capas desplazadas aparecen cuando los estratos no se apilan correctamente. Las causas incluyen cama o chasis mal fijados, correas flojas, motores paso a paso que pierden pasos u obstáculos mecánicos durante la impresión.
Solución: Verifica que la máquina esté sobre una superficie estable y que la cama esté bien fijada. Tensa las correas y lubrica los ejes si es necesario. Revisa los conectores y cables de los motores para detectar falsos contactos.
Reduce la velocidad si el problema persiste y realiza una prueba manual de los ejes para detectar resistencia o bloqueo.
Mala adhesión de la primera capa: cómo corregir este problema impresión 3D
Una primera capa que no se adhiere correctamente es un problema común impresión 3D que provoca piezas incompletas o fallidas desde el inicio. Las causas incluyen cama sucia, mal nivelada, boquilla demasiado alejada de la cama o velocidad de la primera capa demasiado alta.
Solución: Limpia la cama con alcohol isopropílico para eliminar residuos de grasa. Ajusta la altura de la boquilla para que la capa quede ligeramente aplastada sobre la cama.
Reduce la velocidad de la primera capa a 20–30 mm/s y aumenta ligeramente la temperatura de la boquilla para mejorar la adhesión. Activa Brim o Raft en tu slicer para aumentar la superficie de contacto con la cama.
Blobs o puntos de material
Los blobs son pequeñas protuberancias en la superficie, un problema impresión 3D causado por flujo irregular, retracción mal configurada o cambios bruscos de dirección de la boquilla.
Solución: Ajusta la retracción y los parámetros de jerk/velocidad en el slicer. Controla la temperatura de extrusión para mantenerla estable.
Mantén la boquilla limpia y sin obstrucciones. Reduce ligeramente la velocidad en ángulos para evitar exceso de material.
Warping interno o grietas
Algunos materiales como ABS o PETG pueden desarrollar grietas internas o warping, un problema impresión 3D debido a choques térmicos o enfriamiento demasiado rápido entre capas.

Solución: Imprime en un entorno estable, utiliza un recinto cerrado, reduce el enfriamiento excesivo y aumenta ligeramente la temperatura de extrusión. Añadir contornos sólidos o un Brim puede reforzar las esquinas y prevenir grietas.
Problema de hardware: cama no nivelada
Una cama no nivelada es a menudo la causa inicial de muchos problemas impresión 3D. La impresión se vuelve desigual, la primera capa no se adhiere y el resultado final se deforma.
Solución: Utiliza auto-leveling si está disponible o nivela manualmente con papel y medición cuidadosa. Revisa regularmente, especialmente después de transporte o desmontaje.
Una primera capa uniforme es esencial para una impresión exitosa.
Boquilla obstruida
La boquilla obstruida es un problema impresión 3D clásico que impide que el filamento salga correctamente y provoca subextrusión. Las causas incluyen filamento de mala calidad o residuos de impresiones anteriores.
Solución: Limpia la boquilla en caliente o realiza un cold pull. Utiliza filamentos de calidad y guárdalos secos.
Asegúrate de que la temperatura de impresión sea adecuada al material.
Ruidos y vibraciones excesivas
Ruidos o vibraciones inusuales pueden dañar la mecánica y afectar la calidad. A menudo provienen de ejes poco lubricados, correas flojas o piezas sueltas.
Solución: Aprieta todos los tornillos, lubrica los ejes, revisa la tensión de las correas y coloca la máquina sobre una superficie estable.
Ajusta aceleraciones y velocidades para reducir sacudidas.
Conclusión
Los problemas de impresión 3D FDM son numerosos, pero cada uno puede resolverse analizando las causas y ajustando los parámetros de manera metódica. Cama limpia y nivelada, filamento 3D de calidad, hotend y boquilla mantenidos, y ajustes adecuados al material y geometría de la pieza son esenciales. Con un poco de paciencia, los defectos se vuelven fáciles de anticipar y corregir, permitiendo impresiones precisas y fiables.
Si deseas profundizar en un problema impresión 3D en particular o tienes otro tipo de problema, deja un comentario abajo. Nuestro SAT eficiente puede responder tus preguntas y ayudarte a optimizar tus impresiones 3D.
Tu experiencia y comentarios también pueden ayudar a la comunidad a comprender mejor y resolver los problemas impresión 3D.
✅ ¿Por qué elegir Polyfab3D?
Soporte y servicio postventa premium: A partir de sus necesidades, le guiaremos hacia la solución más adecuada y le acompañaremos a largo plazo en su implementación y uso diario.
Distribuidor oficial: Polyfab3D es un distribuidor certificado de las principales marcas, garantizándole productos oficiales, acceso exclusivo a las últimas innovaciones y soporte técnico prioritario.
Entrega rápida y satisfacción del cliente: Polyfab3D se compromete a ofrecerle una experiencia óptima y rápida. Los comentarios positivos de nuestros clientes nos recompensan y demuestran la fiabilidad y eficiencia de nuestro servicio.
Contáctanos ahora para recibir una recomendación personalizada, adaptada a tus necesidades, tu presupuesto y tus objetivos.